方法论 1527
常见的6种物流模式比较
制造企业应根据生产方式(如MTS或MTO)和物料特性选择匹配的物流模式。推式模式适合计划稳定场景,拉式模式更适应柔性生产。没有“最优”模式,只有“最合适”的组合应用。
周
Expert Insights
工厂规划领域的专业见解与实践经验
制造企业应根据生产方式(如MTS或MTO)和物料特性选择匹配的物流模式。推式模式适合计划稳定场景,拉式模式更适应柔性生产。没有“最优”模式,只有“最合适”的组合应用。

秒表测时法是制定标准工时最基础且广泛应用的方法,但其准确性高度依赖测量人员的专业性和操作规范性。作者辛鹏亮总结出六个关键步骤:工具准备、确认工作方法与环境、合理划分作业单元、实地观测并记录时值与评比系数、剔除异常值后取平均、最终计算标准工时。该方法虽看似简单,实则需对现场有深入理解,并严格控制人为误差。

PFEP是精益物流的核心基础工具,但多数制造企业面临数据缺失、不准或难以维护的问题。成功推进PFEP需聚焦五点:合格的数据收集人员、全流程物流动作分析、准确的物料清单、结构化数据分类及专职化持续维护。忽视任一环节都可能导致物流规划失效或重复投入。
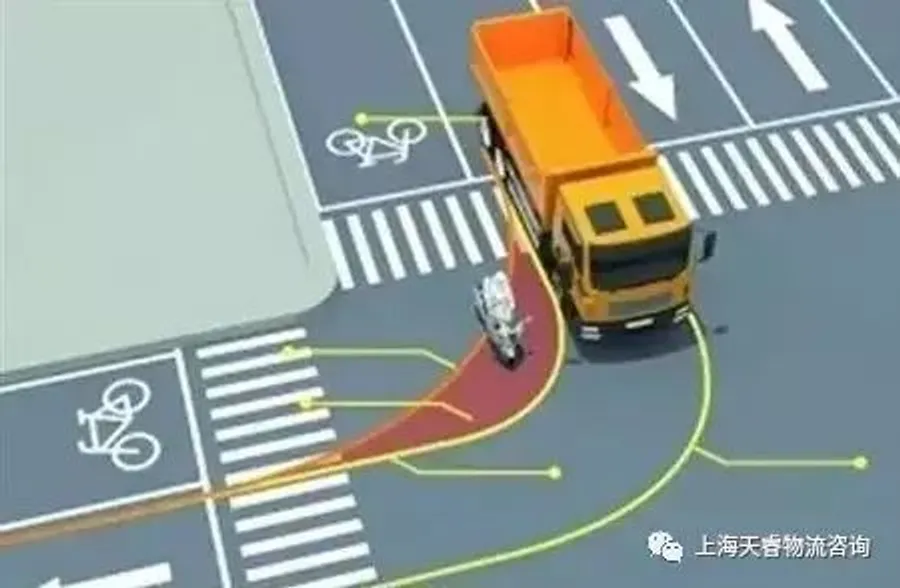
在新工厂规划中,针对10米厢式货车和16.5米集装箱货车,需分别预留19~20米和31~32米的回转空间(以4.5米标准车位为前提)。文章通过数学建模替代经验判断或粗略仿真,提供可复用的计算方法。该方法适用于缺乏实物参照的新建厂区,能有效避免因道路宽度不足导致的物流效率瓶颈。

制造企业可通过观察现场轮子化程度、会议频率、物料查找效率等八大典型现象,快速识别生产物流瓶颈。这些症状分别对应搬运、沟通、存储、人才、计划、库存、物料调度和信息系统问题。该方法源于实战诊断,适用于大多数离散制造场景,但需结合企业具体工艺流程判断适用性。

二级包装作为物料标准化的核心载体,应优先选用与1200×1000标准托盘匹配的欧标周转箱。选型需综合考虑效率、安全、人机工学及回收便利性,避免规格泛滥。某企业案例显示,116种物料曾使用81种包装,系统优化后显著提升现场5S与供应链效率。

物料包装是物流七大关键要素之一,直接影响企业运营效率与成本。文章提出10大设计原则,涵盖模数化、通用化、人机工程、安全环保等维度,并明确标准包装应分为存储包装、标准包装和最小包装三个层级。合理包装规划可支撑精准生产与快速交付,尤其在企业规模化后更为关键。

在厂房尚未建设阶段,资深规划师基于物料流与运营需求提出的关键建议,可避免后期巨额返工与低效运营。中式“先建房后规划”模式常导致系统性浪费,而德式“先流程后建筑”虽理想但需本土化适配。结合战略定位与数据驱动的概念设计,是实现高效工厂规划的核心。

某制造企业通过引入物流条码与WMS系统,实现入库效率提升600%、准确率从90%提升至99.99%。关键在于唯一物料编码、标准化条码贴附和清晰的作业流程逻辑。该方案显著优化了库存实时性、出库响应速度及标签统一性,但前提是企业具备基础数据治理能力。

智能工厂不等于堆砌自动化设备,仅靠增加立体库无法实现工业4.0。真正的智能工厂需具备全要素互联、端到端集成和设备自决策能力。缺乏系统逻辑支撑的自动化,最多解决效率问题,而非智能问题。

工厂园区建设不能仅由建筑设计院主导,必须基于企业产品策略与供应链战略进行前瞻性规划。成本型、时效型和服务型产品对厂房布局、仓库需求和物流效率有截然不同的要求。脱离运营实际的设计将导致长期效率损失和隐性成本增加。

该家电企业通过构建物料信息体系、规范供应商卸货行为、推行拆包与配套上线、整合仓储配送流程,成功将作业齐套率从63%提升至70%。仓储物流从被动响应转向主动服务生产,实现减员增效与流程精简。这一转型体现了现代制造业物流从成本中心向价值中心的转变。
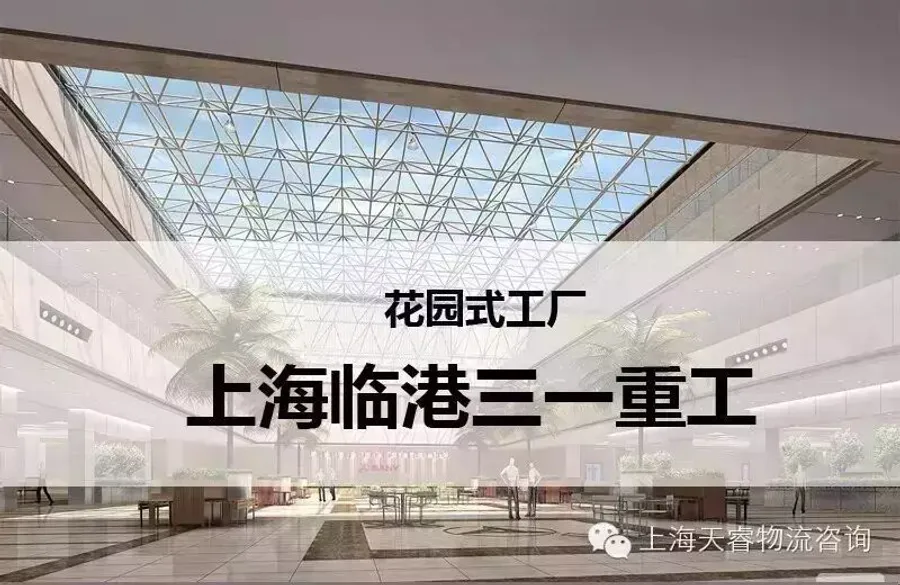
上海临港三一重工打造了占地7万平米的“花园式工厂”,其中绿化面积超4000平米,融合生态与智能制造。工厂采用全球首创的物联网生产管理系统,实现全数字化运营。物流系统通过地下隧道与空中高架实现全自动配送,显著提升效率并降低噪音。
工业4.0不是技术堆砌,而是战略思维的升级。多数企业尚未夯实工业3.0基础,盲目追求4.0反而导致资源错配。应立足自身行业特性,以3.0为基,逐步构建属于自己的4.0路径。

中国制造2025以两化融合为主线,智能制造为核心路径。经过半年实践,政策框架逐步清晰,但企业仍面临标准缺失、系统孤岛和人才断层等挑战。当前趋势显示,网络化协同与数据驱动正成为转型突破口。
中国制造业多数企业尚未达到工业3.0水平,推进工业4.0需立足实际、系统规划。关键在于打通人、机、物、信息的朴素连接,强化价值链协同,而非简单堆砌ERP/MES等系统。工业4.0的核心是通过CPS实现物料(产品)控制系统,而非仅提升制造单元自动化。
红领集团通过数字化、模块化和柔性供应链体系,成功实现了服装行业的大规模定制。其核心在于将客户需求直接嵌入生产流程,打破传统批量生产的刚性结构。上海天睿物流咨询有限公司从供应链与运营视角解析其关键支撑机制。

红领的C2M(Customer-to-Manufacturer)模式通过打通消费者直连制造端,实现大规模个性化定制,是两化融合与智能制造的典型代表。该模式获得国家多部委高度认可,被视为工业4.0和“互联网+”落地的标杆案例。其核心在于以数据驱动柔性生产,重构传统服装制造流程。

工业4.0不是遥不可及的概念,而是以物联网、大数据、人工智能等技术驱动的制造与供应链深度协同。它强调柔性、透明和实时响应,核心目标是提升效率与客户价值。对制造企业而言,关键不在于是否“高大上”,而在于能否解决实际业务痛点。

海尔通过构建用户直连、模块化供应与全流程协同的智能互联工厂,实现了从B2C到C2B的根本性转变。其核心在于以用户需求驱动研发、制造与供应链,形成高效低成本的个性化定制能力。这种模式不仅验证了工业4.0在中国制造业的可行性,也为传统企业提供了可借鉴的转型路径。
盲目追求工业4.0容易脱离实际,企业应先夯实工业3.0基础,如自动化、信息化与流程标准化。真正的工业4.0不是技术堆砌,而是基于行业特性和自身能力的战略性演进。邱伏生建议制造企业以“4.0思维”指导3.0实践,逐步构建可扩展的智能供应链体系。

邱伏生指出,中国企业在迈向工业4.0和实现中国制造2025目标过程中,普遍面临七大核心瓶颈。这些瓶颈涵盖战略认知、技术基础、人才结构、数据治理、系统集成、组织协同与持续投入等方面。仅靠引进先进设备无法跨越这些障碍,必须系统性地进行管理与运营升级。
输入关键词开始搜索
在天睿观点、服务案例、新闻动态中查找