引言
本文来探讨一下制造行业物流配送模式,根据目前对各个行业针对物流模式的应用情况来总结分析,主要有:中央发货、看板补货、循环取货(Milk run)、供应商管理库存(Verdor Manage Inventory,简称VMI)、直送上线(Ship to line)、台套配送(Kitting)。
物流模式从大的方向来看,主要分为推式和拉式:推式主要是根据中心的物流计划直接将物料配送到车间或装配线如下图1所示;拉式是根据车间装配线的需求拉动将物料配送到装配线,如下图2所示。
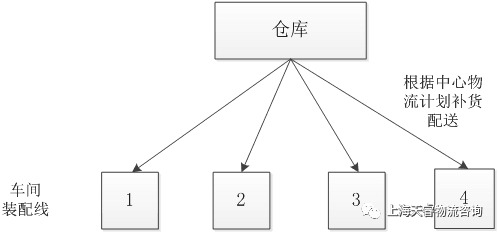
图 1:推式物流模式
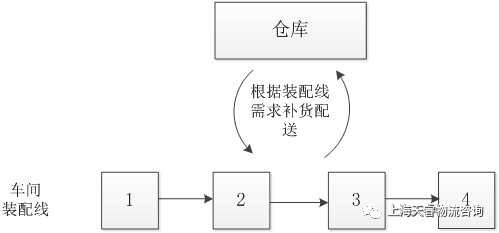
图 2:拉式物流模式
一、中央发货
中央发货是一种推式的物流模式,即直接根据主生产计划来计算车间物料需求,定期将物料从中央仓库配送到车间。这种方式的优点是管理简单、操作简洁,缺点是不考虑车间装配线的实际情况导致库存高。虽然随着生产方式的改变,这种物流模式已经逐渐被淘汰,但是从物料分析的角度来看,目前有些情况还是适合应用该模式的。
二、看板补货
看板补货是一种拉式的物流模式,指在车间或装配线边设置物料存储区域,并对每种物料设置最高库存和最低库存,低于最低库存水平时看板拉动实现补货,如下图3所示。其分为单一看板和双看板,单一看板是指只有一个环节的看板补货即从供应商直接补货到车间,双看板是指从供应商到配送中心再到车间两个环节的补货。最高库存和最低库存水平则根据物料需求信息及相关分析来设定。
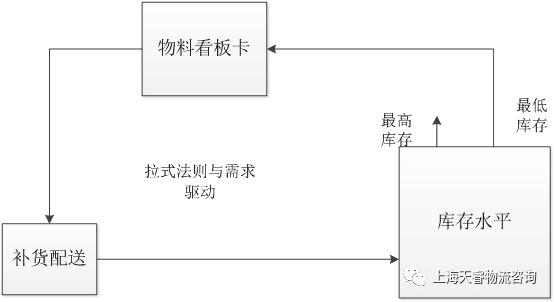
图 3:看板补货流程
看板补货的优点是根据需求拉动,降低库存水平;缺点是占用车间或装配线的空间较多。其目前的应用主要在小体积的通用性物料。
三、循环取货(milk run)
循环取货(milk run)通常由制造商或者第三方物流公司根据确定的取货路线、频次、时间窗到若干个供应商处依次取货,最后汇集并送到区域配送中心或者总装配企业车间,在此过程中还配合完成空容器的流转,即在上门取货前将空容器装车,到达供应商处先将对应空容器卸下再取货。如下图4所示。
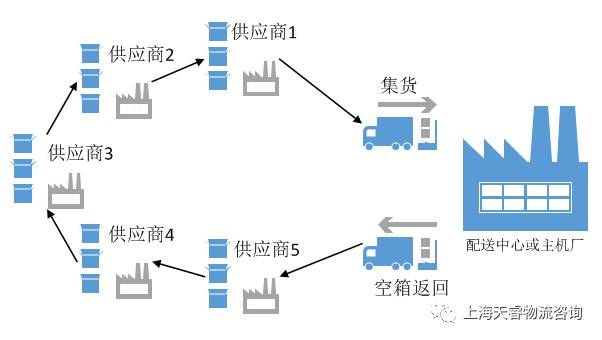
图 4:循环取货(milk run)方式
循环取货(milk run)的基本特点在于“小批量、多频次、确定的时间窗”。运用该物流模式,不仅能保证物料的及时供应,而且能有效降低库存水平以及减少空车的浪费。循环取货(milk run)模式是一个非常优化的物流网络,以高效率、低成本实现了物料和容器的快速流通。优点是:提高空容器流转效率;作业流程标准化;提高车辆容积率;降低运输成本;准时性,计划合理性;降低库存水平。
循环取货(milk run) 的典型应用在汽车零部件物流行业,但是随着循环取货(milk run)的发展,其应用的范围越来越广泛,不仅局限在外部的供应商上门取货,还应用在内部的物料配送上线,即从物料存储区域备货配送到装配线并将空容器回收。
四、供应商管理库存(VMI)
VMI是一种先进的物流思想,指完全由供应商管理物料的库存,然后供应商根据与制造商的信息共享主动直接将物料配送到工厂车间,不需要中间的配送中心或者制造商的仓库。
这种模式追求最高程度的降低库存水平和及时配送。但是在企业的应用中要求较高,即需要非常高的信任机制、信息化水平。
五、直送上线(Ship to line)
直送上线是指根据车间装配线的需求从供应商或者配送中心直接将指定物料配送到装配线的工位。相比于前几种模式,其更加细化,强调配送到指定的工位。
直送上线包括两种模式:JIT(Just in time)和JIS(Just in sequence)。JIT是指及时配送,根据装配线的生产计划以及实时情况,从供应商或配送中心提前备货保证在车间装配线需要该物料的时候刚好送到指定位置。JIS是在JIT模式的基础上发展而来的,在及时配送的基础上再补充对所有配送物料的顺序确定,即在备货时候考虑物料在装配线流水线上的顺序,按照顺序拣选并配送物料,效率更高,更加密切配合装配线的均衡生产。直送上线主要考虑物料的备货提前期和装配线的节拍,来设定一个固定的配送频率或者配送时间点。目前很多制造行业都开始应用这种模式,但是各个工厂车间特点不一样,具体的设计也有所差异。
直送上线的优点是降低车间库存水平、提高物料流通速度、及时配送消除过程等待等浪费、降低成本。缺点是如果装配过程出现突发情况如质量问题则需要紧急补货,还有对供应商的依赖性较高。所以应用该模式需要保证物料的质量、装配线的生产质量。
六、台套配送(kitting)
台套配送是在直送上线模式基础上进一步发展形成的一种物流模式,其主要思想是以工位为中心。台套配送分单工位多台套和多工位单台套,一个台套即一个工位几个节拍时间内装配所需的物料或者几个固定工位一个装配单位几个生产节拍所需的物料。台套配送体现在拣货、配送的容器上,对于某些工位需要的零部件设计专门的容器,如下图5所示,这是对某工程机械产品装配线的某工位设计的专用容器。如果是几个工位乃至一条线所有零部件物料都存放在一个容器里,该容器会随着装配线工位的移动而移动,即在第一个工位装配完毕后,容器随产品一起流到第二个工位,依次移动直到完成装配。

图5:4台套配送容器
台套配送的优点是效率更高,与装配线的需求更加密切吻合;缺点是成本投入较大。目前该模式在汽车零部件、工程机械零部件配送上应用较多,其他行业还较少。
物流模式的选择主要取决于企业的生产方式和物料的分类。目前的生产方式有MTS(Make To Stock)、MTO(Make To Order)、ATO(Assemble To Order)、ETO( Engineer To Order)。MTS是按照库存生产,即以库存来应对需求的波动,其生产计划较稳定,所以对于生产物流的要求较低,以上的物流模式都可以选用。MTO、ATO、ETO可以统一称为按单生产,其生产计划受需求波动影响较大,一般情况下采用拉式物流配送模式。
以上几种物流模式对比分析如下表所示。
| 物流模式 | 优点 | 缺点 | 适用情况 |
| 中央发货 | 操作简单、成本低 | 库存高、占用资金多 | 需求频次很低、价值低 |
| 看板补货 | 需求拉动、库存较低、管理简单 | 空间占用过多,存在物料丢失、混料等问题 | 价值低、小体积的通用性物料 |
| 循环取货 | 库存水平低、运输工具装载率高、配送成本较低、容器流通快 | 运输工具、容器的投入成本较高 | 多供应商、多物料、容器标准较统一 |
| VMI | 库存水平最低 | 信息化投入较高,有一定风险 | 信息化水平较高、供应商稳定 |
| 直送上线 | 库存水平低、配送成本低 | 突然情况需要紧急补货,对备货提前期有要求 | 生产质量控制水平较稳定,规模较大;物料体积较大、重量较大、价值高 |
| 台套配送 | 低库存、高效率 | 容器成本投入大 | 生产规模大、均衡、质量稳定 |

近期部分精彩文章(点蓝色链接阅读原文):
篇3:你的企业为什么做不好生产计划 ——制造企业生产计划管理的七大现状问题
篇4:制造企业供应链应该修炼的五项能力——家居制造企业的“修真之路”
篇5:3个现状+7个问题+1个案例告诉你,为什么中小企业供应链物流规划不得不为!
篇8:制造企业库存控制的三板斧:察、谋、砍#
篇9:用时间管理消灭库存与空间——制造企业库存控制的八大时间管理

