


前面讲到三级包装,“物料包装规划设计10大原则与物料标准包装3个层级”,本文重点讨论二级包装的选型与选用。二级包装作为标准包装,是物料运输、存储、使用中的重要环节,企业在实现物料的标准化、单元化后可使物料在装卸、搬运、存储等各个作业环节提高作业效率、保护物料品质及提升空间利用率。容器的选型需要满足以下要求:
1、资源的节约和有效利用: 避免一次性包装和耗材的使用,降低包装成本、减少浪费;#
2、提高运输效率、存储效率和搬运效率;#
3、充分考虑人体工程学的要求,操作便利;#
4、确保运输过程中的安全性;#
5、提高物料的装载、存储、运输的空间利用率;#
6、保证物料的质量,减少物料运输过程中的损耗;#
7、优化供应链的仓储和库存空间,提升整个供应链的效率;#
8、标准箱的回收便利性、质量的可靠性和稳定性等。#
综合以上要求,考虑与国家优先推荐的1200*1000标准托盘进行匹配,并结合大部分行业现状,推荐选择欧标(EU)系列周转箱。同时,考虑装载的经济性、操作拿取的舒适性、周转搬运的便利性等,选用的较常用的标准箱有5种规格:欧标A箱、欧标B箱、欧标H箱、欧标D箱、欧标PA箱。以上欧标周转箱的尺寸与托盘配比等信息如下表:

标准箱的选型确定后,下一步要做的就是对每一个物料的标准容器进行定义。标准容器的选用应考虑物料尺寸、物料重量、生产线小时节拍、物料BOM、物料属性、物料防护要求等。同时,物料在容器中装载时不得超出容器边缘,以避免物料品质的损伤及周转箱互相堆垛的稳定性;装载重量应尽量保证在15KG以内,方便员工的搬运和拿取使用。在满足以上所有条件的基础上,应尽量选择最小的容器。
下图是某企业未系统化推行物料包装标准规范之前的物料装载器具
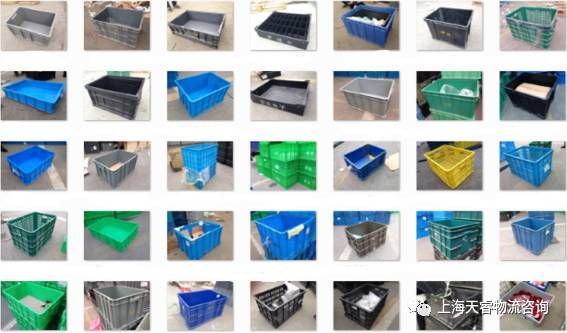
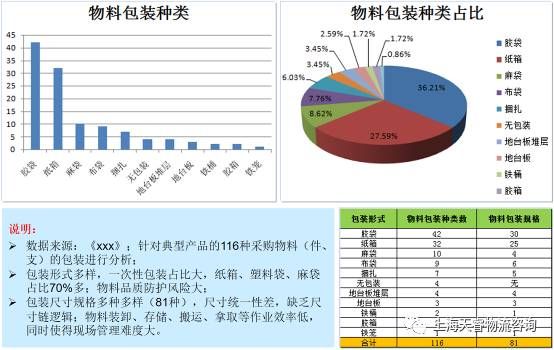
上图是某企业未做标准包装规划前的现状分析,116种物料中,包装的规格尺寸竟然达到了81种,包装的形式也是多种多样,这是目前很多企业都普遍存在的现状,物料包装的优化刻不容缓,物料包装不规范会带来诸多问题,如:器具管理的难度随着器具种类的增加而不断上升、物料装载数量的随意性带来的物料交接的不便、器具尺寸不统一带来的现场5S的混乱、器具堆垛的不稳定性带来的物料品质的隐患等。
最后,来一张物料包装经过系统性的改善和优化后的现场照片,以供参考。


近期部分精彩文章(点蓝色链接阅读原文):
篇3:你的企业为什么做不好生产计划 ——制造企业生产计划管理的七大现状问题
篇4:制造企业供应链应该修炼的五项能力——家居制造企业的“修真之路”
篇5:3个现状+7个问题+1个案例告诉你,为什么中小企业供应链物流规划不得不为!
篇8:制造企业库存控制的三板斧:察、谋、砍#
篇9:用时间管理消灭库存与空间——制造企业库存控制的八大时间管理

