

物料包装规划是物流规划中最重要的基础数据,在包装规划的结果参数中,包装尺寸和数量是最重要的参数,也是影响物流效率和成本最重要的因素。结合自身项目过程中的一些经验,与大家一同分享关于包装尺寸和数量的设计。
1
包装尺寸设计#

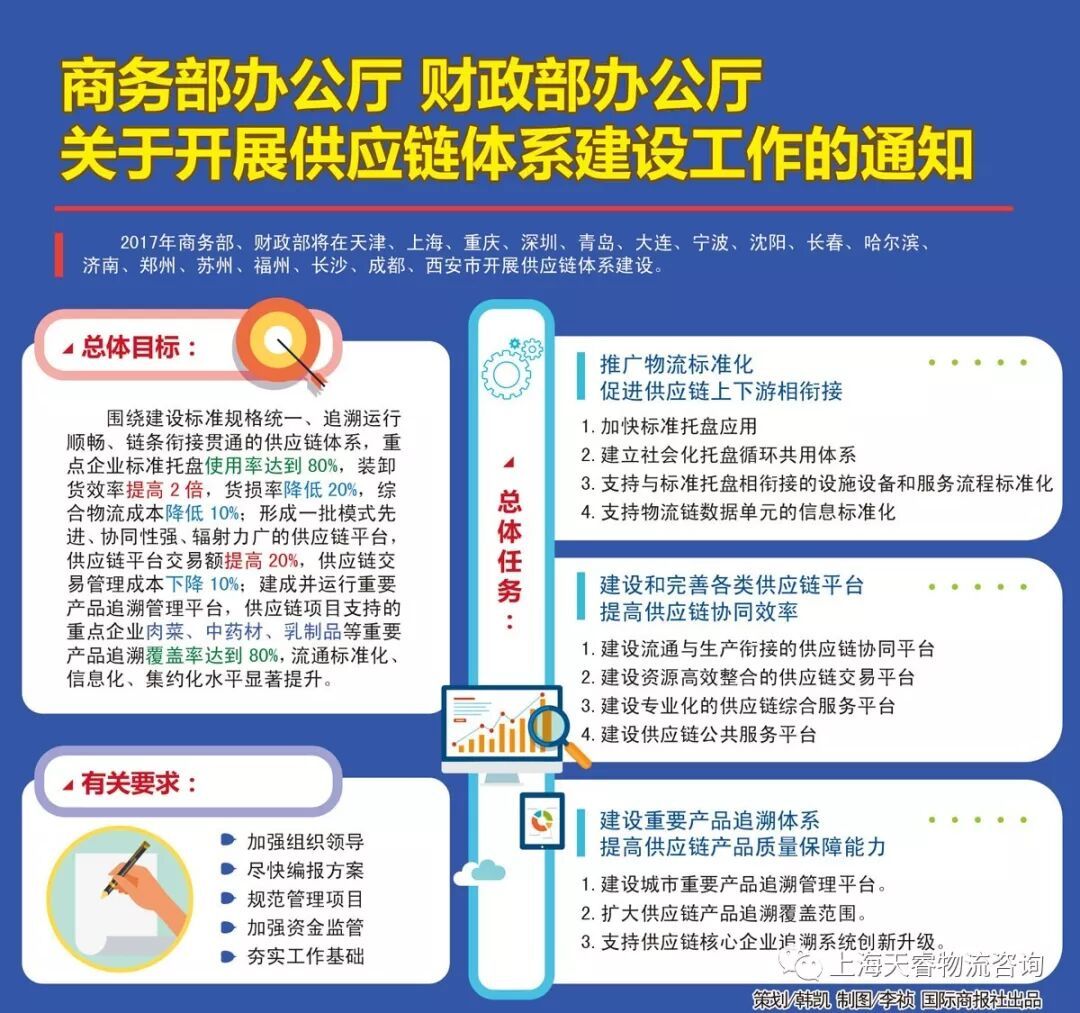
图:《关于开展供应链体系建设工作的通知》图解
2017年8月16日,商务部办公厅、财政部办公厅发布了《关于开展供应链体系建设工作的通知》(商办流通发[2017]337号)。
该通知要求供应链体系建设的首批重点城市应积极发挥辐射带动周边的作用,形成城市间联动互动局面,提高区域供应链标准化、信息化、协同化水平,促进提质增效降本。
其中推广物流标准化,促进供应链上下游相衔接是其主要任务之一。以下摘自通知原文内容:以标准托盘及其循环共用为主线,重点在快消品、农产品、药品、电商等领域,推动物流链的单元化、标准化。
**1、加快标准托盘应用。**鼓励使用符合国家标准1200mm×1000mm规格和质量要求的标准托盘,支持托盘租赁、交换(不支持用户自购);推广“集团整体推进”、“供应链协同推进”、“社会化服务推进”、“平台整合推进”等成熟模式,引导商贸连锁、分销批发、生产制造、第三方物流、托盘运营、平台服务等企业合作开展带托运输;推广“回购返租”模式,加速非标托盘转换。
**2、建立社会化托盘循环共用体系。**扩大托盘循环共用规模,完善运营服务网络,由托盘向周转箱、包装等单元器具循环共用延伸;推动“物联网+托盘”平台建设,拓展“配托+配货”服务,鼓励“带托运输+共同配送”、“带托运输+多式联运”;探索托盘交易、租赁、交换、回收可自由转换的市场流通机制。
3、支持与标准托盘相衔接的设施设备和服务流程标准化。支持仓库、配送中心、商超、便利店等配送设施的标准化改造,以及存储、装卸、搬运、包装、分拣设备和公路货运车辆(外廓2550mm)等标准化更新;**鼓励以标准托盘和周转箱(符合600mm×400mm包装模数系列尺寸)为单元进行订货、计费、收发货和免验货,促进物流链全程“不倒托”、“不倒箱”;**推动利用配送渠道、押金制等对标准包装物进行回收使用;探索标准托盘箱替代快递三轮车箱体,以循环共用推动分拣前置、环节减少。
**4、支持物流链数据单元的信息标准化。**支持探索基于全球统一编码标识(GS1)的托盘条码与商品条码、箱码、物流单元代码关联衔接,推动托盘、周转箱由包装单元向数据单元和数据节点发展,促进供应链和平台相关方信息数据传输交互顺畅;探索用数据单元优化生产、流通、销售管理,转化为商业价值,促进降本增效,满足不同商品的不同用户需求和服务体验。
结合国家政策导向与本人参与项目的经验,对包装尺寸建议如下:
在规划前,都会对物料进行分析,大部分的中小件物料尽量使用欧标周转箱来匹配装载,尺寸一般在800mm×600mm、600mm×400mm、400mm×300mm、300mm×200mm中选择,这样能更好的匹配1200mm×1000mm的托盘,这就是常说的物流模数,尺寸链。
对于尺寸较大或不规则的物料,一般就是设计非标包装,但是非标包装也是尽量接近标准尺寸的,非标包装的尺寸设计第一步应该规划物料的流程,即物料从哪里到哪里(如从供应商到生产线等),会经过哪些物流环节(如长途运输、存储、分拣、上线等),不同的物料流路径,包装尺寸的设计考虑因素也会相对应的有所变化。如下前人总结出的几条经验:
1、长途运输包装设计的原则排序(超过100公里):安全-质量-装载率-标准化-线旁操作-物流操作;
2、短途运输包装设计的原则排序(100公里以内):安全-质量-标准化-线旁操作-物流操作-装载率;
3、厂内周转包装设计的原则排序:安全-质量-线旁操作-物流操作-标准化-装载率;
以上几个因素,装载率、标准化、线旁操作、物流操作都跟包装尺寸有关,装载率需要考虑到运输车辆的标准尺寸匹配问题,标准化就是物流的标准尺寸链,线旁操作则需要根据现有生产线情况从人因工程上去考虑如何方便拿取,物流操作要具体分析流程上会涉及到哪些操作,如装卸、搬运、分拣等,再具体考虑如何实现高效操作。
1
包装数量设计#

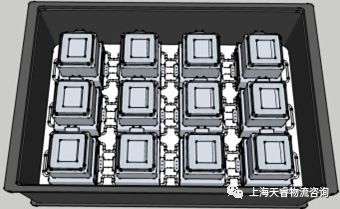
图:欧标6418箱存储某物料(摆放放式:4*3*1,存放数量12个)
承接上一条讲到的中小件物料尽量选用欧标箱,但是具体选择哪一种,就跟包装数量(单元装载数量)有关,在实际中一般依据生产节拍合理设定单元容器的储量,这个生产节拍经验值在30-120分钟之间较合理,但是通常情况下一个工厂会有几个车间,每个车间又有很多条生产线,生产线的节拍差异不可避免,因此同样是120分钟,各条线体的生产数量可能差异很大,如果一个物料都用了所有线体上,该物料的包装数量则较难定义,一般实际操作中对于通用的小件物料,其最小包装数量设计一般取几个节拍数据的公约数,而对于大件不通用的物料而言,在先定义尺寸的基础上,其包装数量基本在一定范围内,在该范围内也是尽量取几个对应线体节拍数据的公约数,尽量取整,便于点数。
对于数量的选择,如果未来考虑自动化设备的使用,其设计要求会更加严格,需要匹配自动化设备的信息获取方式、操作方式,可能会牺牲一定程度上的装载率。
再则,如果在设计方案上还是有所迟疑,可以考虑建立成本分析模型来辅助选择,即越早越清晰地考虑到成本因素,对于方案的设计和最终选择会更加有利。
前期本公众号发布过:
推荐结合此篇文章一起阅读。

部分原创文章(更多精彩,请关注公众号):
一、供应链规划与优化#
- 【干货】面向智能制造的智慧供应链建设
- 你需要的什么样的工厂园区建设与供应链策略?
- 你的企业为什么做不好生产计划 ——制造企业生产计划管理的七大现状问题
- 制造企业供应链应该修炼的五项能力——家居制造企业的“修真之路”
- 3个现状+7个问题+1个案例告诉你,为什么中小企业供应链物流规划不得不为!
制造企业库存控制的三板斧:察、谋、砍#
- 用时间管理消灭库存与空间——制造企业库存控制的八大时间管理
- 制造企业供应链物流改善切入点(一):物料齐套管理
- 制造企业供应链物流改善切入点(二):订单交付管理
- 制造企业供应链物流改善切入点(三):客户交期管理
- 邱伏生:我们需要“爆款供应链”,而不是“伪爆款”
订单交付管理在供应链改善中的重要性#
制造企业应如何解读自己的供应链#
二、新工厂规划 / 智能工厂规划#
- 为何说未建厂前资深规划师名言“一句话,价值一千万”
- 【是否同感】“智能工厂规划”只缺一个立体库?
- 新工厂规划系列——装卸货月台前货车弯道宽度数学建模及计算
- 关于物流系统中,投资回报率的一点看法
- 生产厂房防火分区设计
- 自动化立体库系统的5大间接优势
- 【系列】自动化物流系统成功运行的前提:具备几点物流基础
- 【经验分享】智能工厂规划实施过程中需注意的3个陷阱
- 【分享】某德国工业4.0标杆工厂内的8种物料搬运技术
三、生产物流优化#
- 物料包装规划设计10大原则与物料标准包装3个层级
- 物料包装规划之标准器具选型与选用
- 【案例】论零部件包装规划和设计——以某汽车零部件企业包装改善案例为切入点
- 浅谈物流计划的精髓:事前预防和事中控制
- 三分钟教你快速识别制造企业生产物流管理瓶颈
- 实战案例 | 看专家分析仓库现场物流痛点
- 精益物流系统工具系列——PFEP成功推进的5个关键点