


我是从事企业物流咨询的,也就说需要时常和生产制造企业打交道,也一直在给企业输出物流解决方案。在很多项目中,我们几乎都会涉及关于工厂内部物料搬运技术方案规划。这块也经常是客户感觉到头疼的问题。比如时常会面临无所适从左右为难的问题,是人工配送呢还是无人配送,是用悬挂链技术呢还是传送带?或是RGV?AGV?总之确定不了到底应该使用什么技术。
很多时候客户本身自己也在做不断的尝试,但有时候很遗憾,你们去工厂看现场时,往往看到一些物流运输设备,或是悬挂链线静静的“沉睡”在那里。问其原因,多数回答是“不好用”、“经常坏”、“不适合”。
那么,我们今天的制造企业大环境,不断面临产品个性化的需求,小批量的订单,这样就需要我们设计柔性的生产线和一套柔性的物流体系来支撑。尤其大家又都在提智能制造、智能物流的需求,在这样的环境下,我们到底如何规划工厂的物料搬运呢?完全的无人化?自动化?智能化?不见得。
我想和大家分享一家德国工业4.0标杆工厂的厂内物料输送技术。这家工厂主要生产减速机、电机和电子变频控制设备,整个物料流从零部件仓库出库开始流动至车间物料暂存区、生产线装配、入成品库存储、出库发货过程,我总结了下在现场看到的8种物料输送技术。
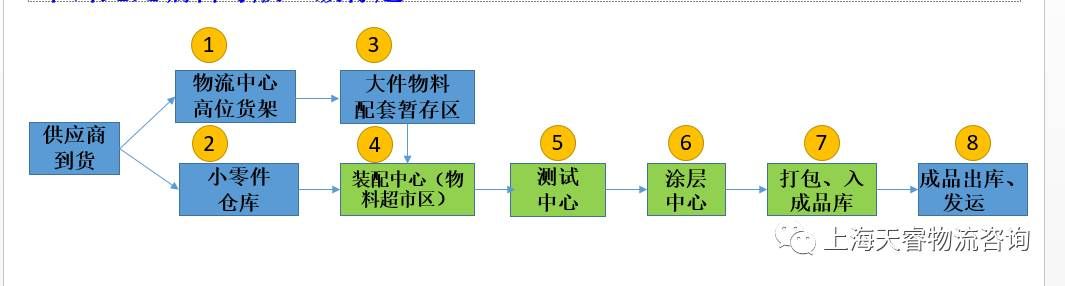
下图为该工厂内物料流动的逻辑示意图。
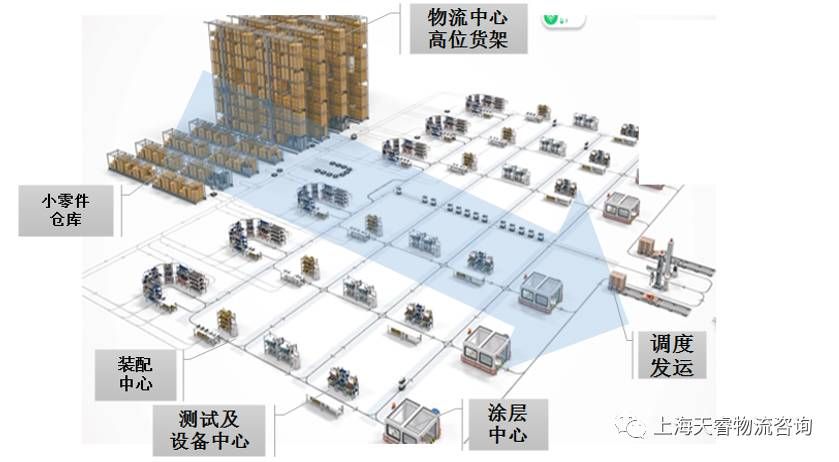
工厂内物料流动的逻辑示意图1-1
使用物料搬运技术如下:
由于该工厂现场走访时不接受拍照,以下部分图片来源网络:
1. ①-③:背伏式AGV小车搬运1#

高位货架立体库,使用的是自动化存储系统,金属箱存储模式,出库时系统自动完成拣货、分配至出库输送辊道上,由前移式AGV小车自动对接辊道上的金属箱存储货物,然后搬运至“大件物料配套暂存区”进行暂存。
2. ③-④:背伏式AGV小车搬运2#

系统在接收到装配中心的装配作业任务时,自动去大件物料存储区将金属箱物料通过规划设定的路径配送到装配中心作业区存储大件的存放装置上。AGV小车上设有自动可伸缩的移动以及定位装置。整个过程物料的上下都是自动完成的。背伏式AGV小车可载荷1.5吨重的物料。
3. ②-④:人工驾驶牵引车配送#

小零件使用标准周转箱存储,周转箱存放至周转小车上,由配送人员驾驶牵引车进行牵引配送至现场的装配中心的物料超市存储区的货位上。这里的装配中心是一个亮点,他不是具体的产线,而是由多组U型的物料超市区构成的,每个货架的每一列每一层都有明确的条形码货位标识,使用条形码管理系统对物料进行管控。
4. ④-⑤:AGV移动装配作业小车#
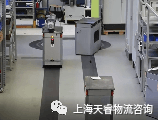
前面说的装配中心是一个亮点,那么现在这台AGV移动装配作业小车也是一个亮点。其装配作业任务就是在这个小车上完成的。每部小车上都挂有一张作业任务单。他是智能的,与人、与设备、与物料都形成了互联。装配工人只要拿取手持终端设备,扫描作业任务单上的条形码后,他就知道该自动走哪条路径,到哪个工作站,进行什么作业,装配什么物料,当装配任务完成,操作工点击小车上的完成按钮,他就自动跑去下一步任务所在工序位置。可以想象现场装配操作工工作是多么轻松,他只要站在原地不动,等着小车过来,伸手即可拿取所需物料,轻松在小车作业台上完成加工任务(待加工的零件是使用工装夹具固定在小车台面上的),进行装配作业后,点击一下完成按钮,工作任务就完成了。
5. ⑤-⑥ ⑥-⑦:悬挂链+MES小车自动喷涂系统#
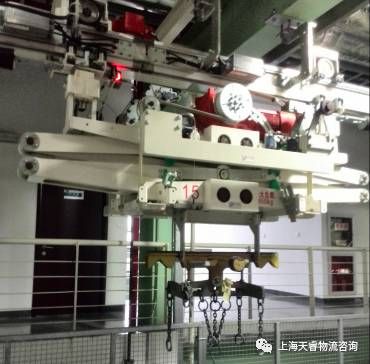
使用的是自动单轨小车EMS系统,比较灵活且高柔性的高空物料输送技术。产品测试完成后,每一台产品通过悬挂链+MES小车自动进入喷涂系统。喷涂完成后还是通过自动悬挂链输送系统输出,通过悬臂架方式进入喷涂件存储区。
6. ⑦-⑧:叉车搬运#

根据成品发运调度中心的发运指令,系统发出指令,从产品悬挂链存储系统进入到打包作业区域,打包作业员工进行打包作业。打包作业完成后通过叉车搬运到成品立体库存储区域存储。根据调度中心发运指令,通过叉车从立体库存储区将所需下架发运的物料搬运至发货缓冲区暂存。
7. 其他1:自行车 其他2:滑板车#

其他1:自行车

其他2:滑板车
也可谓亮点。在这个高大上的智能工厂里面,咋看自行车和滑板车送料方式都令人咋舌。了解下来这是应急物流呢。遇到一些突发情况,需要补充一些小的零件的。应急响应人员快速通过自行车、滑板车方式进行紧急响应。我看到自行车前面、滑板车前面都配置了放置物料或单据的盛蓝。我想这种做法也许是为了响应更灵活、更便捷、更经济吧。
以上是我和大家做的一个分享,这也是我在这个工厂短时间内通过现场的观察,以及和带领我们参观的工作人员进行沟通,输出的关于在这个工厂内的物料输送技术总结。也许总结的不够全面,甚至个别环节使用的技术描述的不是特别精准。但我想在这里表达的一个观点的就是:很多时候,在我们一个工厂里使用的绝对不仅仅只有一、两种技术。相对的每个流动环节使用什么技术,都是需要结合这个运行的环境进行精心策划和设计的,并且必须是系统来看待整个价值流过程。不能盲目的过分追求自动化、智能化,很多时候比如自行车、滑板车、当然甚至一双溜冰鞋,你都可以规划入您所在的整个工厂的物流系统中。而使用某一种技术的背后支撑您的一定是目标和结果导向——您想解决什么问题?您想达成什么效果?您愿意投资多少资源?如果这些问题被梳理清楚了,我想该选用什么样的方案很多时候也就迎刃而解了。所以如果您所在的工厂,如果其物料搬运还仅仅停留于只依靠叉车或人工+液压托盘车搬运物料,比较单一的这一、两种搬运模式的话,那么你真的要好好去测评一下,因为在我看来这块的改善无论是从搬运作业效率上,还是单次搬运量、搬运强度、搬运人力等方面都是有很大提升空间的。

近期部分精彩文章(点蓝色链接阅读原文):
篇3:你的企业为什么做不好生产计划 ——制造企业生产计划管理的七大现状问题
篇4:制造企业供应链应该修炼的五项能力——家居制造企业的“修真之路”
篇5:3个现状+7个问题+1个案例告诉你,为什么中小企业供应链物流规划不得不为!
篇8:制造企业库存控制的三板斧:察、谋、砍#
篇9:用时间管理消灭库存与空间——制造企业库存控制的八大时间管理
篇13:新工厂规划系列——装卸货月台前货车弯道宽度数学建模及计算

