在全球汽车圈子中,V集团是一个不亚于众多整车品牌的零部件供应商的强有力存在。1923年,V集团创建于巴黎郊外,那时的V集团还只是家生产刹车片和离合器片的工厂。接近一个世纪之后,V集团成为了世界各地各大汽车制造商不可或缺的合作伙伴,业务遍及33个国家,拥有186家工厂、21个研究中心、38个发展中心、以及15个分销平台,员工数达11.4万人,是全球顶尖的汽车零部件供应商。2018年集团的销售额达193亿欧元。
进入21世纪以来,随着智能制造的兴起,智能供应链开始在制造企业得到推广与应用。V集团作为一家国际著名的汽车零部件企业,近年来也把智能供应链作为工厂规划和改善的重点。根据V集团多个老工厂的具体情况,把重点放在工厂的供应链智能化改善上。他们通过与供应链上下游伙伴实现协同化,在工厂推行无纸化运行。使工厂供应链运作实现了初步的智能化,为进一步的改善打下了坚实的基础。
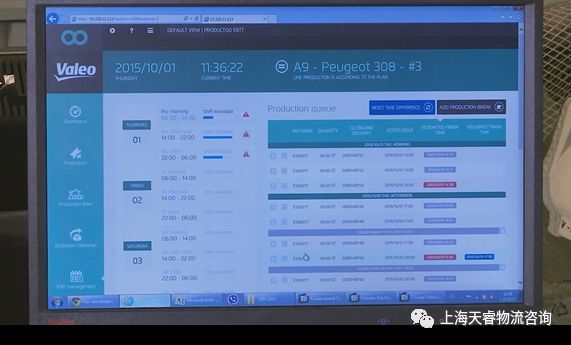
V工厂从接收顾客订单到计划排程,再到供应商的订单下达,全线通过ERP和EDI系统进行操作,不再采用纸质文件来传递信息和计划。
具体操作流程是客户通过EDI系统把预测与订单发送到V工厂SAP系统上,SAP系统把客户的订单转换成需求,作为制订MPS(主生产计划)的主要依据,在系统里自动生成MPS和生产排程。同时生成MRP(物料需求计划),MRP通过EDI系统发给供应商,作为供应商生产和备货的依据。

在物料供应的交付订单操作上,V工厂过去采用了自己的独特做法,即VRO(Visual Re-Order)订单法。
VRO是根据MPS制定物料库存标准,每天定时对物料库存进行盘点,然后,对照库存标准,计算出是否缺料和缺多少料。统计出数据后,填写在标准表式上,交给物料计划员,由物料计划员向供应商下达带有具体数量的订单。供应商根据此订单,按时发货。在实施无纸化过程中,V工厂改善了以往的做法。物流操作工不再拿着纸质表单进行操作,而是拿着ipad在暂存区进行库存盘点,当场把数据输入系统,在办公室里的物料计划员从系统里看到数据后,进行审核并下达订单。供应商接到订单后,也不需要按以往要求,传真回纸质确认单。只需在系统里点击,发送ASN(预先发运通知)即可。

供应商卡车运货到工厂大门,车牌识别系统对卡车牌照进行扫描,核对无误后,自动放行。到卸货区,由自动卸货叉车把物料放到卸货区,对物料进行扫描入系统,然后,由自动拆垛设备把零部件从托盘上,按料箱装载到指定载具上,再由AGV拉到物料暂存区的指定货位。整个入库过程操作几乎全部实现了信息自动采集和物流自动化运作。
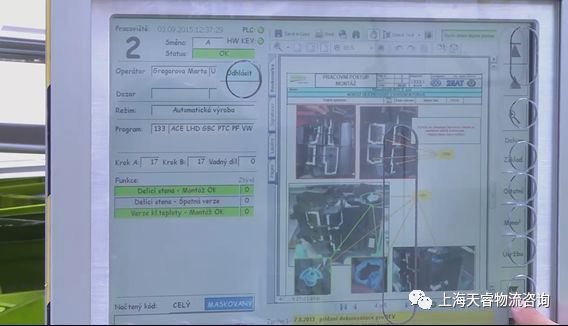
在生产线上,V工厂取消了以前的操作指导书等纸质文件,而是采用在每个工位上方放置一个多功能的显示屏。显示屏显示内容为这个工位所需要的所有工艺、质量和设备参数的文件。而且在每天生产开始时,班组长和操作工会对产线的准备工作进行检查,检查结果需要输入系统,班组长看到这些结果都符合生产要求时,才点击计算机内的开关健,设备开始正常运行。当一个新的产品开始生产时,只要第一个岗位操作进行扫描后,后面工位会自动换成当前产品所需要的工装夹具。操作指导书也会换成当前产品的。每个工位的操作人员也会显示在上面,主要产品质量的岗位操作追溯就自动生成了。装配后的零件空箱是通过传送装置自动流转到空箱回收区。少量的工人进行整理堆放后,返回给供应商。

在产品完成装配后,AGV会按时到线边,把装好成品的料架自动运到成品仓库的指定位置。到预定的数量后,会自动通知司机,卡车就会开到仓库装载区,成品就可以开始装车发运,交付给顾客了。

设备工程师检查设备时,电脑会显示对该设备需要进行检查的部位。工程师拿着测试工具进行测试和检查,数据会立刻传输到电脑里,并显示设备是否有问题,这些检查记录会自动存在系统,为今后的故障原因分析提供了便利。

V工厂还把无纸化运用到了岗位培训上,无论是换岗培训还是新员工培训。在工位的显示屏上,用姓名加颜色显示当前操作工的技术等级。培训人员根据工人的等级,在电脑里查询并索取所需培训的内容,在培训之后,根据工人是否达到要求进行评判,合格后由培训老师在电脑中签名,该工人的等级颜色会发生变化,以示该工人已经上升了一个等级。
V工厂通过对这些流程、操作和区域的智能化改善,让工厂供应链发生了明显的变化。这些变化从表面上看是实现了部分的自动化与智能化,从深层次角度看,工厂的管理水平得到了提升,尤其体现在于供应链上下游伙伴的协同管理上。没有良好的供应链伙伴关系,没有相互之间的协同,供应链的智能化只能停留在局部上的应用而无法实现真正系统性的智能化。
V工厂虽然暂时还没有实现整条供应链的智能化,但是工厂已经在供应链智能化的道路上,有条不紊地进行改善和推进,并取得了良好的效果。我们国家有许多企业把智能供应链的关注点放在了新工厂的规划布局上,认为智能供应链只有在新工厂才能得到实现,而大量的老工厂被认为是难以推行和实现, V工厂在老工厂的供应链智能化改造为众多企业的智能供应链打造提供了很好的参考意义。
本文作者:上海天睿物流咨询有限公司 首席战略执行官 | 颜家平
图片来源:法雷奥公开宣传视频资料
更多《智能供应链》精彩内容
6、【超长干货,建议收藏反复品阅!】智能供应链图谱解析(少定义)
以上精彩内容摘自邱伏生著《中国战略性新兴产业研究与发展系列丛书-智能供应链》,关于此书详细介绍、沟买渠道详见下文。
1
《智能供应链》作者介绍#


2
《智能供应链》图书购买渠道

《中国战略性新兴产业研究与发展系列丛书-智能供应链》书籍已于2019年5月30日正式发布,完成购买信息填写付款后,工作人员将于2个工作日内完成邮寄。
【预售联系人】


张丽丽,[email protected] 13816440994
颜日红,[email protected] 13411802072